![IMG_4188[1].JPG](https://images.squarespace-cdn.com/content/v1/57bd1b23d1758e6b2bb51a5f/1472532981835-CPZ48J79L44Z2AG6L6E0/IMG_4188%5B1%5D.JPG)
Reliability Engineering – are they looking at the wrong data to define the next month’s repair strategy?
The Reliability Engineers or Analysts that I have spent time with or played the role for various clients had the responsibility of looking at the downtime and work order data. Then try to explain to the maintenance management team of what the causes were of the last months downtime across the production fleet. Additionally, offer recommendations on what the focus should be over the next 1-3 months or beyond.
All seems a reasonable requirement for this resource to research the available data to present the findings into the end of month report. A report that consumes several days to dig deep and come up with the goods so others across the operation can skim through and nod their head in acceptance before moving onto their normal job.
So, I question, are these personnel responsible in these roles adding any real value to the business if they are looking at the repair/breakdown history and trying to determine what might happen next? They’re expected to provide a recommendation of what focus might be best applied based on repairs that have already been carried out. The breakdown has been repaired the machine is back to work and the chance of that particular event reoccurring has more than likely been eliminated for some time to come.
The data might be relevant and reasonably accurate, not always, but what else do they have to access in an electronic format to present these findings and recommendations? It’s all based on previous downtime repair history but there is a more accurate data source that is going to predict where the next failures are going to occur.
Reported defects during PM Services, but, there’s a but, the defect identification method needs to be collected electronically. A major limitation of paper-based PM Service Sheets.
Defects that have been identified, risk rated and recorded electronically during daily or planned maintenance intervals is the best and only source of data a maintenance team can utilise to apply an effective strategy too.
By filtering this information to show all the outstanding defects identified, over a period and drill down by risk, you now have your targeted assets to develop and apply your future repair strategy. When defects are categorised, at the time of identification you can then present this information graphically to identify outliners in which to focus your attention to.

Outstanding high risk rated defects over defined period
Above example shows the most likely assets that will cause a potential breakdown in the near future and where a repair strategy needs to be applied. Outstanding, high risk rated defects. This narrows the focus and the team will have a more successful outcome than focusing on a system on a fleet of asset types based on previous repairs carried out.

Defects by System
Defects by systems, by defect types by asset class can all be assessed to look for areas of concern across the fleet. Programs could be put in place to target these specific areas to reduce the reoccurrences.

Defects by Type
Condition monitoring data can be collected during the PM Service process and mapped against like asset classes to identify reoccurring bad actors within the fleet. This all comes through elimination of paper-based service sheets and moving to mobility-based technology combined with designed data collection methodologies and detailed structured content that if pushed to the field and the responses returned to the office applications.
Reliability Engineers/Analysts will have a field day in this data analysis and combined this with on board and oil sample data and you now have the full understanding of the production equipment overall health from a reliability and availability perspective.

Condition monitoring data across a fleet type (exceeded Min/Max levels will trigger a defect)
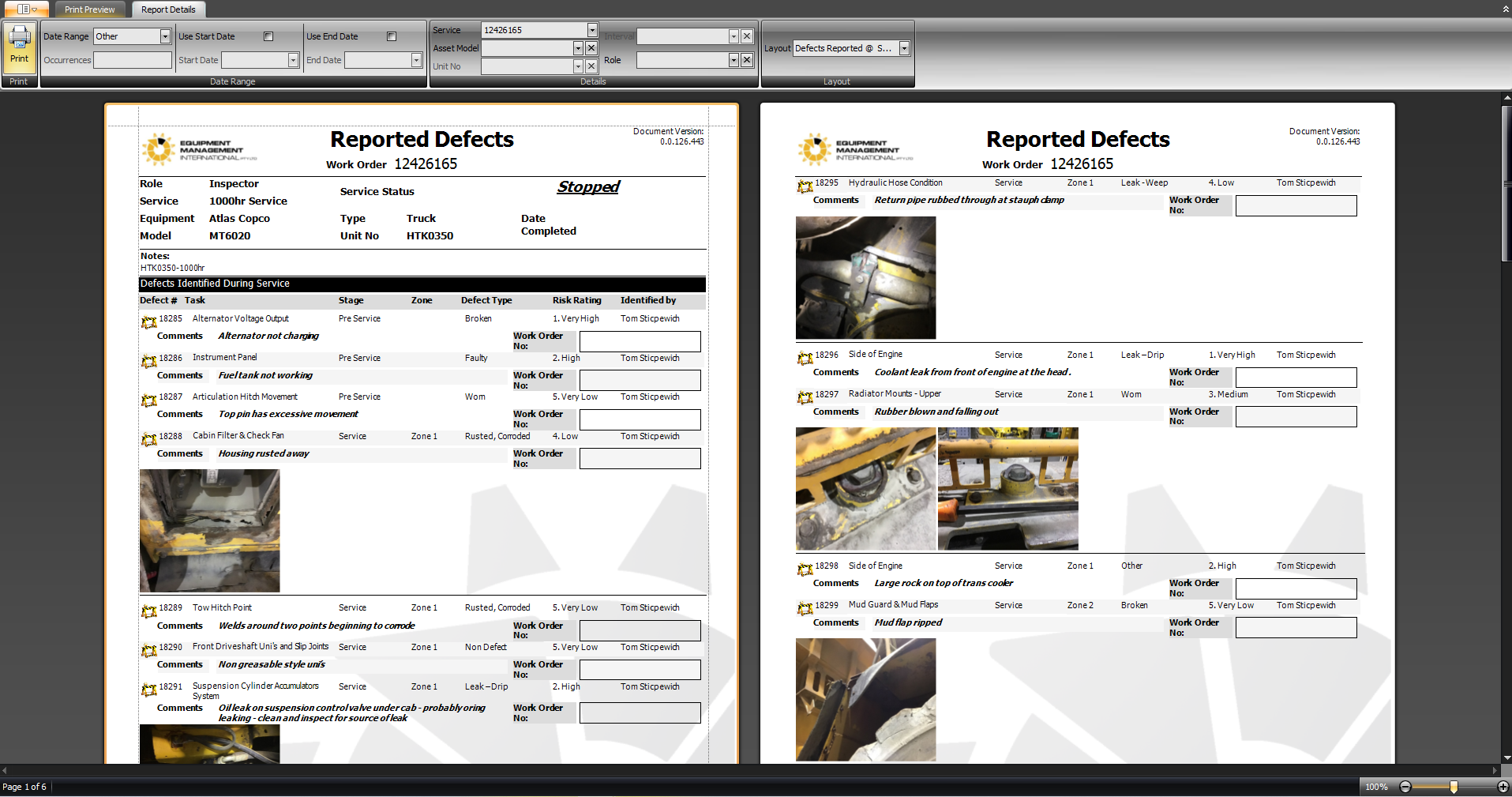
Actual defects collected to a specific PM Service work order number
This system/application has a different agenda, it’s not worried about history, it has it and you can access it, it’s more focused on the present and knowing the real condition of your assets. This is the data that needs to be treated with respect and confidence as it’s captured by people that have been assigned the responsibility to identify defects. The system ensures that they answer specific questions to detail these findings. Even better when images have been taken as this gives the Analyst more information and proof.
If this is of interest and worth considering and would like to know more, contact me and we can discuss your needs and how this might be applied.
Application available for mobile mining equipment and fixed plant facility